什么是质量管理的核心要素?人、机、料、法、环、测解析
众多企业引入六西格玛、全面质量管理等理论后,仍面临质量数据滞后、工艺执行松散、问题追溯困难等落地困境。一线员工操作不规范、设备维护缺失、原材料管控不严等问题频发,导致质量事故不断,客户满意度难以提升。究其原因,在于未构建系统化质量管理体系,忽视生产全要素协同管理。
其实,质量管理要想真抓实干、管用,一个根基就是把这六个字念熟了、用好它们:
- 人:操作人员、质检员的质量意识和技能
- 机:设备的状态和维护
- 料:原材料和零部件的质量
- 法:工艺流程和操作标准
- 环:生产环境和现场管理
- 测:检测手段和数据分析
这六个要素看似简单,但背后包涵了全厂质量管理的方方面面。抓好这六个方面,质量问题自然少,客户满意度蹭蹭往上 >>>质量管理系统
今天咱们就聊聊这六个要素的干货,怎么真正用在工厂生产和质量管理系统操作中,做到质量稳定、持续提升。
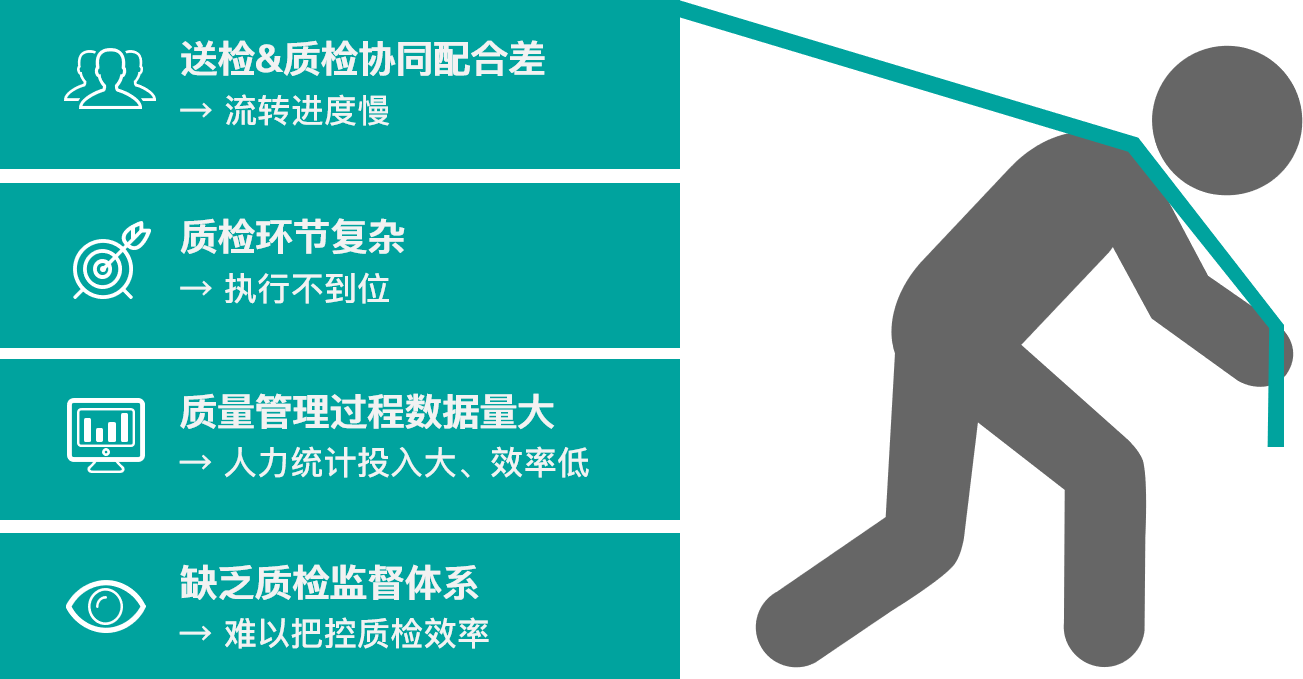
一、质量管理一般会碰见哪些问题?
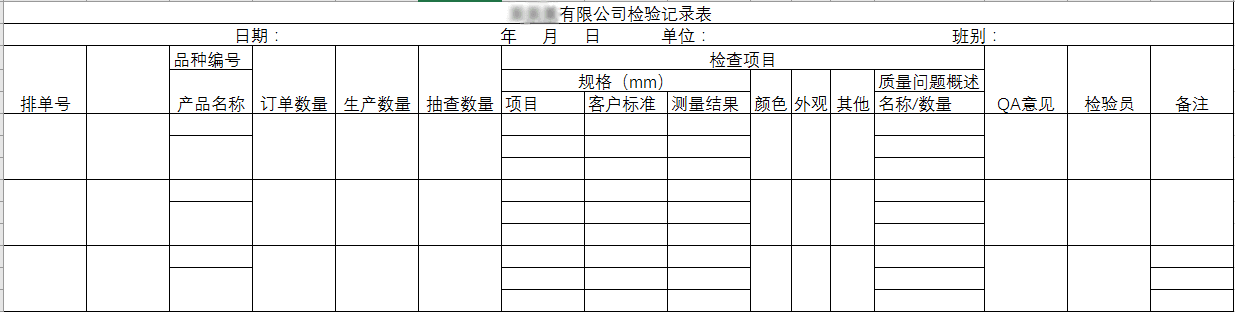
1、质量数据采集不及时、不准确
很多工厂靠人工记录,数据迟迟上传不到系统,或者数据填写错误,导致:
- 无法实时掌握质量状况;
- 无法做数据分析和根因追踪;
- 质量改进无据可依。
2 、工艺不稳定,标准执行不到位
工艺参数控制不严,SOP执行打折扣:
- 生产批次间质量波动大;
- 操作人员按经验操作,未严格执行标准;
- 设备参数没有监控和报警,问题发现晚。

3、 原材料质量波动大,供应商管理不严
供应商不稳定,材料批次质量不一,导致成品质量起伏,客户投诉不断。
4、现场环境脏乱差,影响产品质量
车间环境差,灰尘、温湿度不控,物流路线杂乱:
- 产品易受污染、变质;
- 操作环境差,员工效率低,差错多。
5、 检测能力不足,检验流程不严
缺少合适检测设备,检验环节松懈:
- 不良品漏检流出市场;
- 检验数据无效,无法指导改进。
6、质量问题追溯困难,责任不清
出现质量事故,找不到问题根源,无法追责:
- 生产批次管理混乱;
- 数据缺失,追溯链断裂;
- 责任划分模糊,改进无从下手。
一、“人”:人不对,一切都白搭
质量管理的第一要素就是“人”。为什么?
再好的制度、再精密的设备、再高端的原料,如果人不懂、不重视、不执行,都是白搭!
现场常见问题:
- 作业员手法不一致,产品良率忽高忽低;
- 新员工没培训就上岗,边干边学;
- 操作员搞不清楚产品标准,以为“差不多”就行;
- 班长带头凑合,质量意识全厂拉垮。
实操建议:
- 新员工上岗必须过“三关”: 理论培训、实操验证、现场试岗。
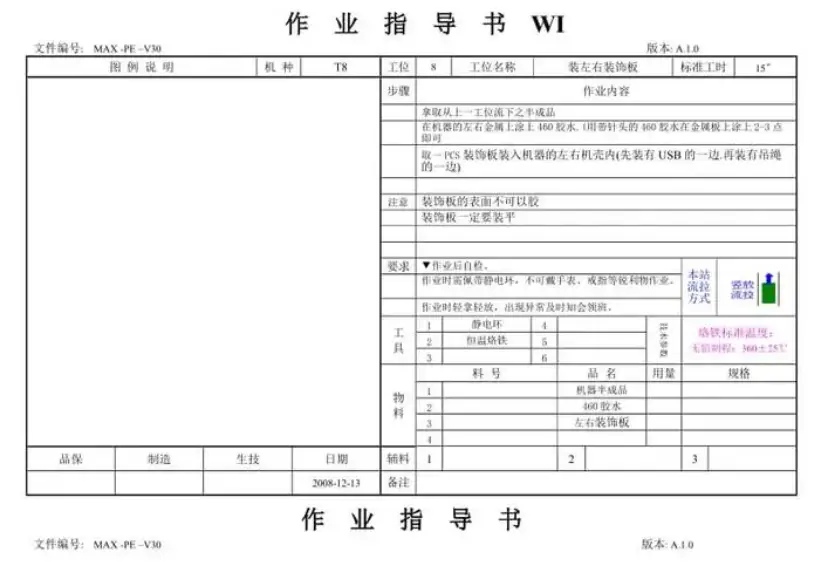
- 岗位作业要有标准化SOP(作业指导书): 什么产品、什么批次、哪个工艺、要怎么做,一步一图写清楚; 每年更新、每月抽查,避免“老师傅口口相传”的灰色地带。
- 绩效要与质量挂钩: 做得快但次品多,不能奖励; 做得慢但合格率高,可以鼓励; 把“只看产量”变成“产量+质量”。
质量管理系统QMS上该怎么做?
- 建立岗位质量责任矩阵(谁该负责哪一环的质量);
- 建立培训与认证制度(没培训没考试不许上岗);
- 建立质量行为考核体系(谁做错了、谁不做、怎么扣分)。

举例: 系统里自动记录员工培训记录、认证状态,一到期提醒复训;操作过程中追溯出错,系统能定位是哪个工号,错误类型是什么。
二、“机”:设备稳定,产品才稳定
一个工厂,设备就是骨架。 设备要是三天两头出毛病,质量问题根本查不完。
现场常见问题:
- 机台漏油,精度跑偏;
- 模具寿命到了还在用,导致成品变形;
- 维修不规范,“修完先用着再说”。
实操建议:
- 建立设备台账 + 点检制度 设备编号、型号、使用年限、维修记录、点检周期,通通要有; 日常点检、月度保养、年度校准,分级进行; 点检不合格不得开机!
- 设立“设备首检制度” 每次设备换模换线、维修后,必须由质检确认后才能复工; 避免“换了模具就直接跑生产”导致第一批就报废。
- 设备OEE(综合效率)指标纳入质量管理 看设备不是只看“有没有坏”,而是看“稳定性+可用率+良率”。
在系统上该怎么做?
- 设备点检、校准记录归档在系统里;

- 系统到期自动提醒保养;
- 出现异常报警,强制挂起对应工单,避免继续生产不良品。

举例: 一台注塑机未校准,系统禁止其对应产品的排产,防止“将错就错”。
三、“料”:原料不过关,产品肯定出问题
再牛的师傅、再贵的设备,用到劣质原料也做不出好产品。 原材料控制,是很多企业质量“失控”的第一枪。
现场常见问题:
- 原材料批次混用;
- 入库检验流于形式,只看外观不做性能测试;
- 供应商换料不通知,生产用完才发现“不对劲”。
实操建议:
- 原材料必须“批批检”+“批批标” 不要相信“长期合作就不出问题”,每一批都要留样、记录、标签; 让生产员知道:这个料是哪批的、什么性能、谁验过。
- 建立原材料不合格处置流程 包括退货、让供应商整改、内部评估“是否可用”; 严禁“先用着再说”。
- 关键材料做“供应商准入+绩效评估” 来料质量、交付准确率、配合度都要打分; 不合格就降级、淘汰。
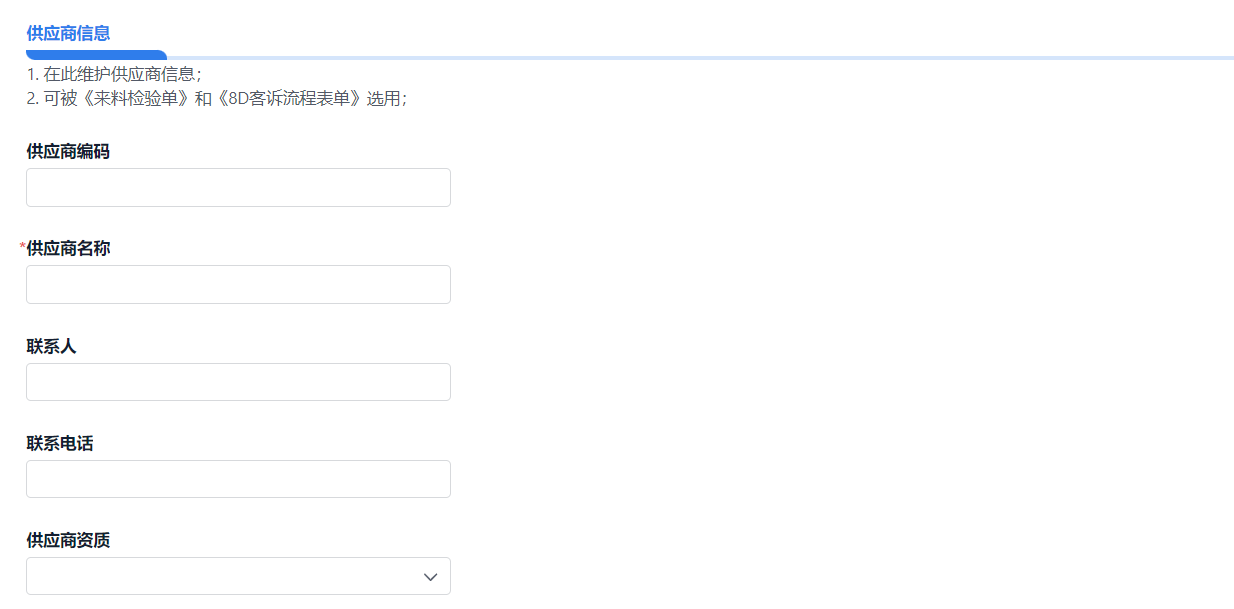
质量管理系统QMS上该怎么做?
- 对接ERP的采购入库,系统自动触发IQC(来料检验)流程;
- 系统记录每批料的检验数据、问题记录、供应商评级;
- 绑定条码/二维码,实现物料全过程追溯。

举例: 客户投诉一件产品,你通过系统反查,5秒内定位到“该产品用的是哪个供应商哪一批材料,谁验的,检验结果是什么”。
四、“法”:标准不清晰,操作就混乱
“法”指的是方法、流程、规范。
你有没有遇到这种现场:
- 同一款产品,A线这么做,B线那么做;
- 检验标准一个人一个说法;
- 新人照着旧人操作,错误代代相传。
这就是典型的“无标准、假流程”。
实操建议:
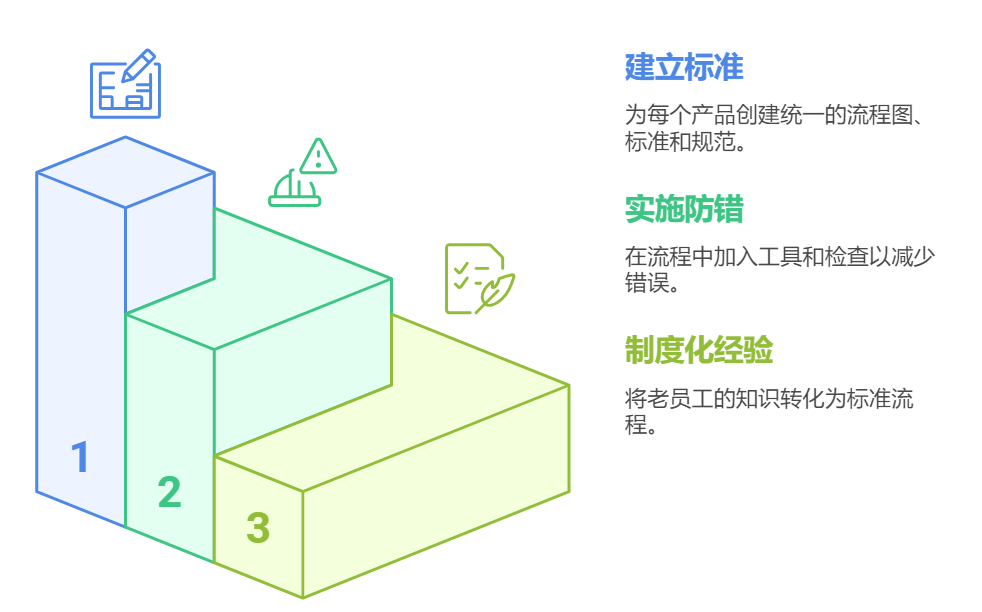
- 建立“产品+工艺+质量”一体化标准 每个产品配一份:工艺流程图、作业标准书、检验规范书; 同一个产品,不同批次、不同车间做法必须统一!
- 流程中加入质量“防错设计” 比如用工装限位、防呆治具,降低人为失误; 比如在关键工序做中控检验、互检、自检结合。
- 把经验制度化 老员工的“诀窍”,转化为标准流程文件; 用系统记录,而不是靠“谁记性好谁说了算”。
质量管理系统QMS上该怎么做?
- 把标准流程电子化(比如SOP、作业指导书挂在工位终端);
- 把工艺路线、流程图变成可执行的系统任务;
- 审核流程“必须走完”,才允许生产上线。
举例: 某个产品要换工艺路线,必须通过系统的ECN评审流程,不能跳级、不能绕过审批。
五、“环”:环境不稳定,质量早晚出事
“环”指的是生产环境——温度、湿度、洁净度、照明、噪音、甚至人员情绪。
别以为这不重要,一个空调坏了可能就让你塑胶件缩水,一个粉尘超标就让你电子产品短路。
现场常见问题:
- 灯光昏暗,工人看不清;
- 高温作业,员工烦躁易出错;
- 无尘区开门不关,灰尘满天飞。
实操建议:
- 建立环境监控点 温湿度、照度、粉尘浓度、有毒气体等关键环境指标定期检测; 每月出报表,超标要整改。
- 划分“环境等级区” 普通区、洁净区、恒温区,分区域管理; 人员进出、物料摆放有规则,防止交叉污染。
- 情绪也是“环境” 员工长期加班或绩效压力大时,质量问题也会集中爆发; 管理人员要关注“心理环境”,定期沟通、减压。
质量管理系统QMS上该怎么做?
- 对接温湿度传感器、洁净室监控;
- 环境异常系统报警,自动暂停生产任务;
- 数据归档供审计和问题追踪。

举例: 食品车间温湿度超标3分钟,系统直接挂起生产单,并发送异常处理流程给QA主管。
六、“测”:没检测,就没有质量!
再好的过程,也不能代替“检验”。不测、不检、不追,就等于闭着眼睛开车。
现场常见问题:
- 检验员不到岗或验不过来,直接“默许放行”;
- 检验用工具过期不校;
- 检验记录全是“抄前一批”。
实操建议:
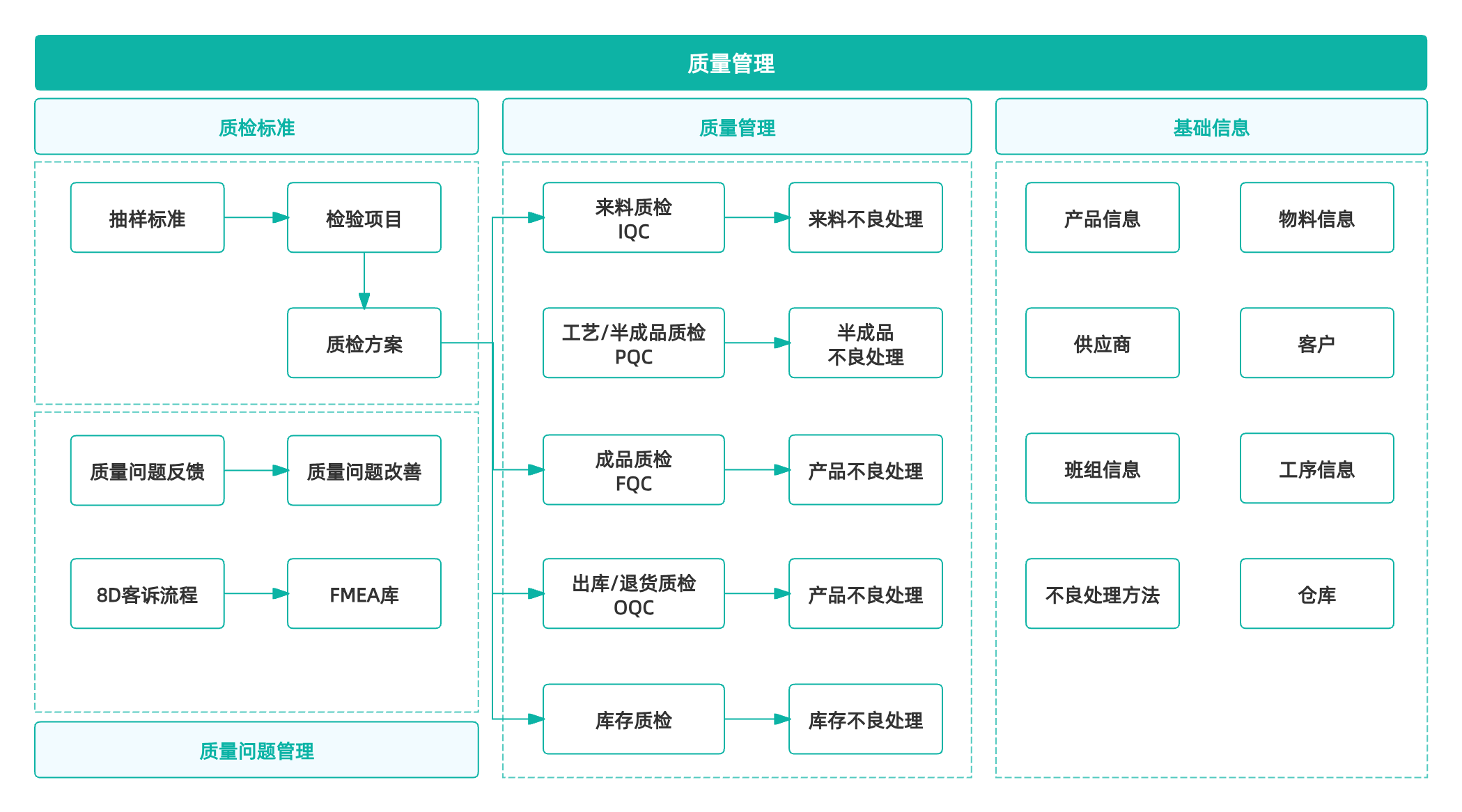
- 三道检验防线不能少: 原材料检验(IQC); 过程检验(IPQC); 成品检验(FQC); 出货前再加抽检(OQC)。
- 建立“检验判定标准” 所有判定必须有依据,不能靠经验说“这个还能用”; 不良必须分类记录,便于追溯。
- 检具和仪器必须按周期校准 有些企业用卡尺用了三年没校过,还在测尺寸,这不闹笑话么?
- 检验数据要数字化 建议接入MES系统或ERP,检测结果直接与工单绑定,能分析、能追溯、能报表。

质量管理系统QMS上该怎么做?
- 全过程数据记录(原材料、制程、出货);
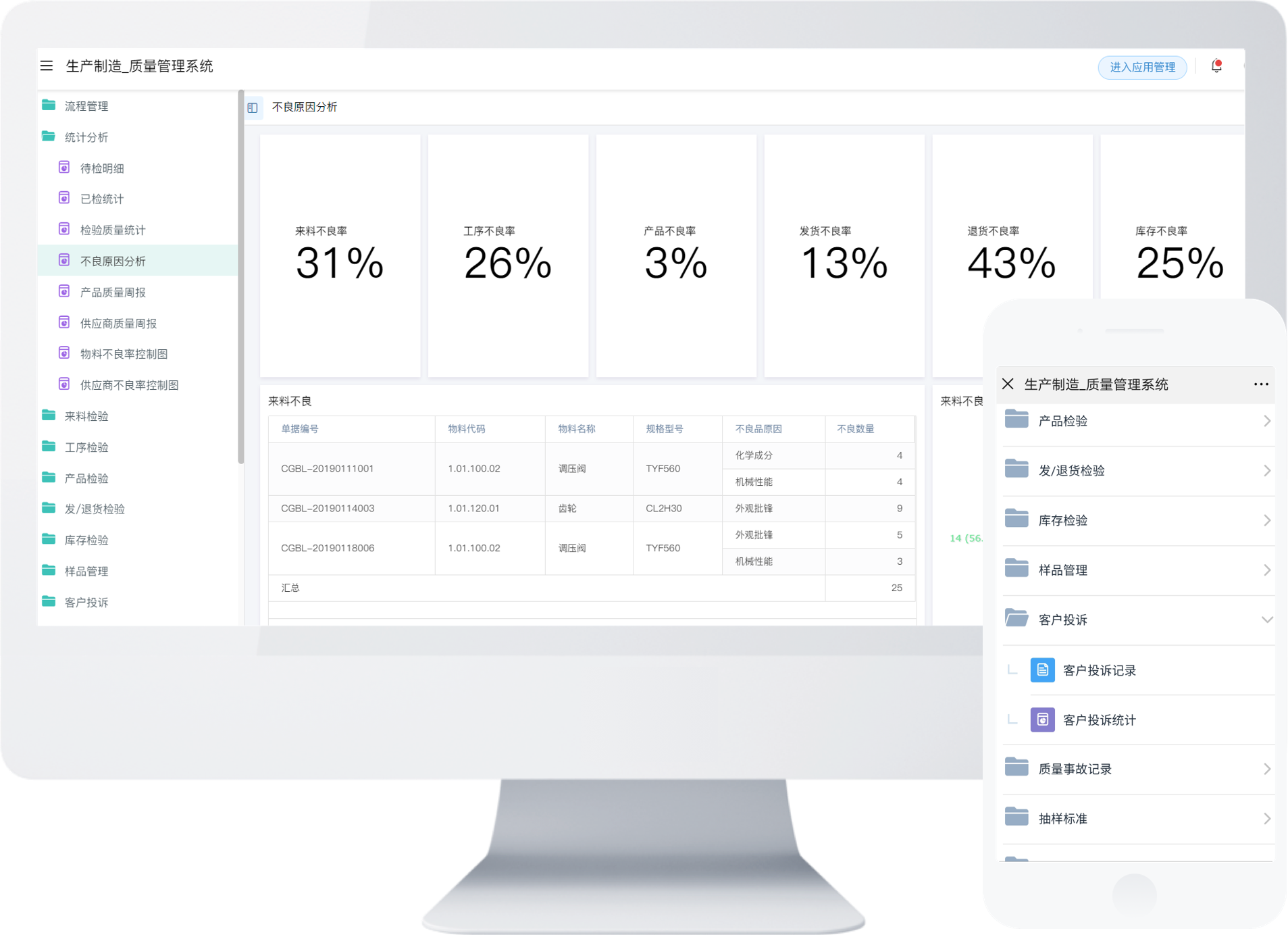
- 自带不良代码库、缺陷统计、质量分析图表(如PARETO、鱼骨图);
- 问题发生自动触发CAPA(纠正预防措施)流程。
举例: IPQC判定“外观不良率超标”,系统马上跳出报警并弹出“问题分析表单”,要求现场填报原因、责任人、改善对策。
别把质量管理想得太复杂,真正落实到位,靠的就是“人、机、料、法、环、测”六大法宝。 这六个要素稳了,产品质量才有保证,客户满意度才有保障。
抓实这六点,质量问题大幅减少,企业才能稳健发展!
质量管理核心要素 Q&A
1. 人员管理类问题
问:如何快速提升一线员工的质量意识?
答:可采用 “三维强化法”:
- 培训认证:新员工通过 “理论考试 + 实操录像评审” 双认证方可上岗,老员工每年复训时增加 “质量事故案例分析” 模块;
- 可视化警示:在车间设立 “质量红黑榜”,实时公示各班组不良率,对连续 3 个月达标班组发放 “质量免检卡”;
- 绩效捆绑:将产品合格率与奖金直接挂钩(如合格率每降 1% 扣减 5% 绩效),同时设置 “零缺陷班组” 专项奖励。
2. 设备管控类问题
问:设备频繁导致质量波动,如何通过系统预防?
答:依托 QMS 系统构建 “三预机制”:
- 预防性维护:根据设备运行时长(如每 500 小时)自动生成保养工单,未完成时系统禁止设备启动;
- 预测性监控:接入振动传感器、温度探头等 IoT 设备,当参数偏离标准 ±5% 时触发预警(如注塑机温度异常时自动降速);
- 预验证流程:换模后必须通过系统首检模块(拍照上传首件 + 检验员电子签名),未完成则锁定生产工单。
3. 追溯体系类问题
问:客户投诉产品质量问题,如何 4 小时内完成根源追溯?
答:通过 “物料 - 工艺 - 人员” 三维追溯链实现:
- 物料追溯:扫描产品条码,系统自动关联原材料批次号、IQC 检验报告(如发现某批次钢材屈服强度不合格);
- 工艺追溯:调取该批次生产工单,核查工艺参数执行记录(如焊接温度实际值比标准低 20℃);
- 人员追溯:定位操作员工号,查看其培训记录(如未参与最新焊接工艺培训)及历史不良率(该员工当月不良率高于均值 3 倍)。
系统联动:QMS 对接 MES、WMS 数据,10 分钟内生成《质量追溯报告》,自动推送至责任部门与客户。