3.3.3 钢结构工程施工
1、钢结构构件生产的工艺流程
放样→号料→切割下料→平直矫正→边缘及端部加工→滚圆→煨弯→制孔→钢结构组装→焊接→摩擦面的处理→涂装。
主要工艺:
(1)切割下料:包括氧割(气割)、等离子切割等高温热源的方法和使用机切、冲模落料、锯切等机械力的方法。
(2)平直矫正:包括型钢矫正机的机械矫正和火焰矫正等。
(3)边缘及端部加工:方法有铲边、刨边、铣边、碳弧气刨、半自动和自动气割机、坡口机加工等。
(4)滚圆:可选用对称三轴滚圆机、不对称三轴滚圆机和四轴滚圆机等机械进行加工。
(5)煨弯:根据不同规格材料可选用型钢滚圆机、弯管机、折弯压力机等机械进行加工。
(6)制孔通常采用钻孔的方法,有时对较薄的不重要的节点板、垫板、加强板等制孔时也可采用冲孔。钻孔通常在钻床上进行,不便用钻床时,可用电钻、风钻和磁座钻加工。
(7)钢结构组装:可采用地样法、仿形复制装配法、专用设备装配法、胎装配法等。
(8)焊接:选择合理的焊接工艺和方法,严格按要求操作。
(9)摩擦面的处理:可采用喷砂、喷丸、酸洗、打等方法,严格按设计要求和有关规定进行施工。
2、钢结构构件的连接
钢结构的连接方法有焊接、普通螺栓连接、高强度螺栓连接和铆接。
1)焊接
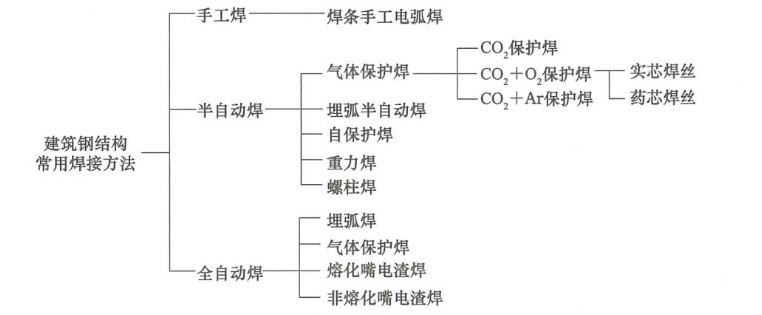
(1)建筑工程中钢结构常用的焊接方法:按焊接的自动化程度一般分为手工焊、接半自动焊接和全自动焊接三种,见图3.3-1。
(2)根据焊接接头的连接部位,可以将熔化焊接接头分为:对接接头、角接接头T形及十字接头、搭接接头和塞焊接头等。
(3)焊工应经考试合格并取得资格证书,应在认可的范围内焊接作业,严禁无证上岗。
(4)首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理等各种参数及参数的组合,应在钢结构制作及安装前进行焊接工艺评定试验,并制定焊接操作规程,焊接施工过程应遵守焊接操作规程规定。
(5)焊缝缺陷通常分为:裂纹、孔穴、固体夹杂、未熔合、未焊透、形状缺陷和上述以外的其他缺陷。
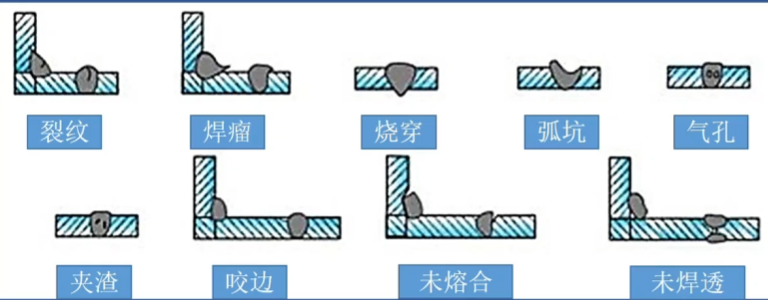
其主要产生原因和处理方法为:
① 裂纹:通常有热裂纹和冷裂纹之分。产生热裂纹的主要原因是母材抗裂性能差焊接材料质量不好、焊接工艺参数选择不当、焊接内应力过大等;产生冷裂纹的主要原因是焊接结构设计不合理、焊缝布置不当、焊接工艺措施不合理,如焊前未预热、焊后冷却快等。
② 孔穴:通常分为气孔和弧坑缩孔两种。
产生气孔的主要原因是焊条药皮损坏严重、焊条和焊剂未烘烤、母材有油污、焊接电流过小、弧长过长、焊接速度太快等。
产生弧坑缩孔的主要原因是焊接电流太大且焊接速度太快、熄弧太快,未反复向熄弧处补充填充金属等,其处理方法是在弧坑处补焊。
③ 固体夹杂:有夹渣和夹钨两种缺陷。
产生夹渣的主要原因是焊接材料质量不好焊接电流太小、焊接速度太快、熔渣密度太大、阻碍熔渣上浮、多层焊时熔渣未清除干净等。
产生夹钨的主要原因是氩弧缝金属,应重新补焊。
④ 未熔合、未焊透:产生的主要原因是焊接电流太小、焊接速度太快、坡口角度间隙太小、操作技术不佳等。
⑤ 形状缺陷:包括咬边、焊瘤、下塌、根部收缩、错边、角度偏差、焊缝超高、表面不规则等。
⑥ 其他缺陷:主要有电弧擦伤、飞溅、表面撕裂等
2)螺栓连接
钢结构中使用的连接螺栓一般分为普通螺栓和高强度螺栓两种。
(1)普通螺栓
① 常用的普通螺栓有六角螺栓、双头螺栓和地脚螺栓等;
② 制孔可采用钻孔、冲孔、铣孔、铰孔、镗孔和锪孔等方法,对直径较大或长形孔也可采用气割制孔。严禁气割扩孔。
(2)高强度螺栓
① 高强度螺栓按连接形式通常分为摩擦型连接和承压型连接等,其中摩擦型连接是目前广泛采用的基本连接形式。
② 经表面处理后的高强度螺栓连接摩擦面应符合以下规定:连接摩擦面保持干燥清洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等;经处理后的摩擦面采取保护措施,不得在摩擦面上作标记;若摩擦面采用生锈处理方法时,安装前应以细钢丝刷垂直于构件受力方向刷除摩擦面上的浮锈。
③ 高强度大六角头螺栓连接副由一个螺栓、一个螺母和两个垫圈组成,扭剪型高强度螺栓连接副由一个螺栓、一个螺母和一个垫圈组成。
④ 安装环境气温不宜低于-10℃。当摩擦面潮湿或暴露于雨雪中时,停止作业。
⑤ 高强度螺栓安装时应先使用安装螺栓和冲钉。高强度螺不得兼作安装螺栓。
⑥ 高强度螺栓现场安装时应能自由穿入螺栓孔,不得强行穿入。若螺不能自由穿入时,可采用铰刀或锉刀修整螺栓孔,修孔前应将四周螺栓全部拧紧,不得采用气割扩孔,扩孔数量应征得设计同意,修整后或扩孔后的孔径不应超过1.2倍螺栓直径。
(3)高强度螺栓的紧固次序应从中间开始,对称向两边进行。对大型接头应采用复拧,即两次紧固方法,保证接头内各个螺栓能均匀受力。
(4)高强度大六角头螺栓连接副施拧可采用扭矩法或转角法。同一接头中,高强度螺栓连接副的初拧、复拧、终拧应在 24h内完成。高强度螺栓连接副初拧、复拧和终拧的顺序原则上是从接头刚度较大的部位向约束较小的部位、从螺栓群中央向四周进行。
(5)高强度螺栓和焊接并用的连接节点,当设计文件无规定时,宜按先螺栓紧固后焊接的施工顺序。
3、钢结构涂装
钢结构涂装工程通常分为防腐涂料(油类)涂装和防火涂料涂装两类。通常情况下,先进行防腐涂料涂装,再进行防火涂料涂装。
1)防腐涂料涂装
(1)施工流程:基面处理→底漆涂装→中间漆涂装→面漆涂装→检查验收。
(2)防腐涂装施工前,钢材应按相关规范和设计文件要求进行表面处理。
(3)钢构件采用涂料防腐涂装时,可采用机械除锈和手工除锈方法进行处理。经处理的钢材表面不应有焊渣、焊疤、灰尘、油污、水和毛刺等。对于镀锌构件,酸洗除锈后,钢材表面应露出金属色泽,无污渍、锈迹和残留任何酸液。油防腐涂装可采用涂刷法、手工滚涂法、空气喷涂法和高压无气喷涂法。
2)防火涂料涂装
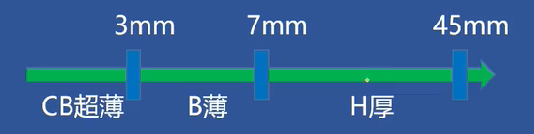
(1)防火涂料按涂层厚度可分为CB、B和H三类:
(2)施工流程:基层处理→调配涂料→涂装施工→检查验收。
(3)防火涂料施工可采用喷涂、抹涂或滚涂等方法。涂装施工通常采用喷涂方法施涂,对于薄型钢结构防火涂料的面层装饰涂装也可采用刷涂或滚涂等方法施涂。
(4)厚型防火涂料,在下列情况之一时,宜在涂层内设置与钢构件相连的钢丝网或其他相应的措施:
① 承受冲击、振动荷载的钢梁;
② 涂层厚度等于或大于 40mm 的钢梁和桁架;
③ 涂料粘结强度小于或等于0.05MPa的钢构件;
④ 钢板墙和腹板高度超过 1.5m 的钢梁。
(5)防腐涂料和防火涂料的涂装油漆工属于特殊工种。施涂时,操作者必须有特殊工种作业操作证(上岗证)。