电路图识图基础知识-行程开关自动往返运行控制电路详解(二十三)
行程开关自动往返运行控制电路详解
在机床设备运行中,部分工作台需在特定距离内自动往复循环,行程开关自动往返运行控制电路可实现该功能,通过行程开关自动控制电动机正反转,保障工作台有序运动,以下展开详细解析。
一、电路组成与布局
(一)元器件构成
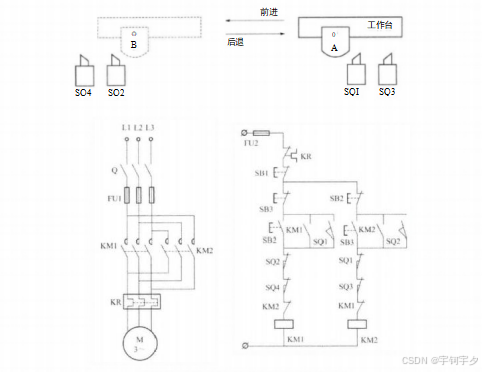
- 电源开关(Q):接通或切断三相电源(L1、L2、L3 ),为电路供电及提供总隔离。
- 熔断器(FU1、FU2 ):短路保护,FU1 保护主电路,FU2 保护控制电路,电流过大时熔断切断回路。
- 接触器(KM1、KM2 ):KM1 控制电动机正转,KM2 控制反转,线圈得电则主触点闭合,改变电机相序实现转向切换。
- 电动机(M ):动力输出,通过正反转驱动工作台前进、后退。
- 行程开关(SQ1、SQ2、SQ3、SQ4 ):SQ1、SQ2 用于控制工作台往返行程切换;SQ3、SQ4 安装在极限位置,起过载保护。撞块压下时,常开触点闭合、常闭触点断开。
- 按钮(SB1、SB2、SB3 ):SB1 为停止按钮(常闭 );SB2 为正向启动按钮(常开 ),触发工作台前进;SB3 为反向启动按钮(常开 ),可手动触发后退(电路中也可通过行程自动切换 )。
- 热继电器(KR ):过载保护,电机过载时切断控制电路,保护电机。
(二)布局示意
行程开关按功能分布:SQ1、SQ2 安装于床身两侧加工行程的起点、终点,控制正常往返切换;SQ3、SQ4 安装在极限位置,防止工作台越位。工作台(A )移动时,撞块(B )随其运动,压合对应行程开关触发电路动作。
二、控制电路工作原理(附流程图)
(一)流程梳理 —— 自动往返逻辑流程图

(二)自动往返运行流程
- 启动准备:合上电源开关 Q,三相电源接入主电路与控制电路,热继电器 KR 常闭触点默认通路,为启动做准备。
- 正向启动与前进:
按下正向启动按钮 SB2(常开闭合 )→ 控制电路通路:FU2 → SB1 常闭 → SB2 闭合 → KM1 线圈 → KR 常闭 → 电源 。- KM1 线圈得电 → 主电路中 KM1 主触点闭合,电机接入正相序电源,正转驱动工作台前进;同时,KM1 辅助常开触点闭合(自锁回路 ),松开 SB2 后,KM1 仍保持得电,工作台持续前进。
- 行程切换(前进→后退 ):
工作台前进至 SQ2 位置 → 撞块压合 SQ2 → SQ2 常闭触点断开 → KM1 线圈失电(主触点、辅助触点断开 ),电机脱离正转电源;同时,SQ2 常开触点闭合 → KM2 线圈得电(回路:FU2 → SB1 常闭 → SQ2 常开 → KM2 线圈 → KR 常闭 → 电源 )。
KM2 线圈得电 → 主电路中 KM2 主触点闭合,电机接入反相序电源,反转驱动工作台后退 。 - 行程切换(后退→前进 ):
工作台后退至 SQ1 位置 → 撞块压合 SQ1 → SQ1 常闭触点断开 → KM2 线圈失电(主触点、辅助触点断开 ),电机脱离反转电源;同时,SQ1 常开触点闭合 → KM1 线圈得电(回路同正向启动 )。
KM1 线圈得电 → 电机再次正转,工作台前进,循环往复 ,实现自动往返。
(三)停止与保护流程
- 正常停止:按下停止按钮 SB1(常闭断开 )→ 控制电路断电 → KM1/KM2 线圈失电 → 电机停转,工作台停止运动。
- 极限保护:若故障导致工作台到达 SQ1/SQ2 位置未切换(如触点粘连 ),工作台继续移动至极限位置 → 撞块压合 SQ3/SQ4 → SQ3/SQ4 常闭触点断开 → 切断控制电路(无论 KM1/KM2 状态 ),电机强制停转,避免工作台越位事故 ,实现极限保护。
三、适用场景
该电路通过行程开关自动控制电机正反转,适配以下设备与场景:
- 机床工作台:如车床、铣床的工件台往返加工(如刨床刨削、磨床往复磨削 ),通过行程切换实现自动循环,替代人工频繁启停,提升加工效率与精度。
- 输送设备:短距离往返输送线(如小型物料分拣线、自动送料台 ),利用行程控制实现物料 “前进 - 后退 - 复位” 循环,配合工装完成上料、卸料动作。
- 试验设备:需往复运动的测试装置(如疲劳试验机、往返冲击测试台 ),通过电路精准控制运动行程与频率,模拟实际工况测试产品性能。
四、总结
行程开关自动往返控制电路,以行程开关替代人工操作,通过电机正反转切换,实现工作台自动循环运动;同时,极限行程开关构建双重保护,避免设备越位故障。其逻辑清晰、成本低廉,广泛应用于机床加工、短程输送等需往复运动的场景,是电气自动化控制的基础典型电路,理解其原理可拓展至更复杂的行程控制(如多工位、变速往返 ),为工业自动化提供底层逻辑支撑。