拉深工艺模块——回转体拉深件毛坯尺寸的确定(二)
【接上例】
拉深工艺模块——回转体拉深件毛坯尺寸的确定(一)
计算下图中直臂圆筒制件的板料直径D,拉深次数n,以及各半成品尺寸。其中,制件内径 d 内 = 20 m m , 制件高度为 H = 70 m m ,圆角半径 R = 3 m m ,材料为 08 F 钢,材料厚度 t = 1 m m d_内=20mm, 制件高度为H=70mm,圆角半径R=3mm,材料为08F钢,材料厚度t=1mm d内=20mm,制件高度为H=70mm,圆角半径R=3mm,材料为08F钢,材料厚度t=1mm

回顾计算步骤
(1)选取修边余量 δ \delta δ;
(2)计算毛坯坯料直径 D;
(3)计算板料相对厚度,按表13-15判断是否采用压边圈拉深;
(4)计算总的拉深系数,判断能否一次拉深成形;
(5)若不能一次拉成,则确定拉深次数n;
(6)初步确定各次拉深系数;
(7)调整拉深系数,计算各次拉深直径;
(8)确定各次拉深凸模、凹模圆角半径;
(9)计算各次拉深半成品高度;
(10)绘制工序图。
在拉深工艺模块——回转体拉深件毛坯尺寸的确定(一)中已经确定了(1)~(5)的内容,即
(1)修边余量 δ = 6 m m \delta=6\ mm δ=6 mm
(2)坯料直径 D ≈ 82 m m D \approx 82mm D≈82mm
(3)毛坯相对厚度 t / D = 1 / 82 × 100 ≈ 1.2 t/D = 1/82×100\approx1.2 t/D=1/82×100≈1.2,因此首次拉深必须采用压边圈,以后各次拉深可以采用压边圈
(4)计算拉深系数 m = d / D = 21 / 82 = 0.256 m = d/D = 21/82 = 0.256 m=d/D=21/82=0.256
(5)确定拉深次数n=4
(6)初步确定各次拉深系数:
为了确保每次的拉深都尽量均匀递进,将上述各次拉深系数分别乘以系数 k k k进行调整。先计算出这个调整系数k:
k = m 总 [ m 1 ] × [ m 2 ] × ⋅ ⋅ ⋅ × [ m n ] n = d / D [ m 1 ] × [ m 2 ] × [ m 3 ] × [ m 4 ] 4 k=\sqrt[n]{\frac{m_总}{[m_1]×[m_2]×···×[m_n]}} = \sqrt[4]{\frac{d/D}{[m_1]×[m_2]×[m_3]×[m_4]}} k=n[m1]×[m2]×⋅⋅⋅×[mn]m总=4[m1]×[m2]×[m3]×[m4]d/D
其中, m 1 , m 2 , m 3 , m 4 是之前根据查表而选取的,即 m 1 = 0.515 , m 2 = 0.755 , m 3 = 0.785 , m 4 = 0.805 m_1, m_2, m_3, m_4是之前根据查表而选取的,即\ m_1=0.515,m_2=0.755,m_3=0.785,m_4=0.805 m1,m2,m3,m4是之前根据查表而选取的,即 m1=0.515,m2=0.755,m3=0.785,m4=0.805
带入求k的算式: k = d / D [ m 1 ] × [ m 2 ] × [ m 3 ] × [ m 4 ] 4 = 21 / 82 0.515 × 0.755 × 0.785 × 0.805 4 ≈ 1.010407 k=\sqrt[4]{\frac{d/D}{[m_1]×[m_2]×[m_3]×[m_4]}}=\sqrt[4]{\frac{21/82}{0.515×0.755×0.785×0.805}}\approx 1.010407 k=4[m1]×[m2]×[m3]×[m4]d/D=40.515×0.755×0.785×0.80521/82≈1.010407
(7)确定各次拉深半成品尺寸
根据(6)中确定的 k = 1.010407 k=1.010407 k=1.010407,重新计算出调整后的各次拉深系数和工序件直径,计算过程如下:
m 1 = k × [ m 1 ] = 1.010407 × 0.515 = 0.52 , d 1 = m 1 D = 0.52 × 82 ≈ 42.67 m m m 2 = k × [ m 2 ] = 1.010407 × 0.755 = 0.76 , d 2 = m 2 d 1 = 0.76 × 42.67 ≈ 32.55 m m m 3 = k × [ m 3 ] = 1.010407 × 0.785 = 0.79 , d 3 = m 3 d 2 = 0.79 × 32.55 ≈ 25.82 m m m 4 = k × [ m 4 ] = 1.010407 × 0.805 = 0.81 , d 4 = m 4 d 3 = 0.81 × 25.82 ≈ 21.0 m m m_1 = k×[m_1]=1.010407×0.515=0.52, \ \ d_1 = m_1D =0.52×82\approx 42.67 \ mm \\ m_2 = k×[m_2]=1.010407×0.755=0.76, \ \ d_2 = m_2d_1=0.76×42.67 \approx 32.55 \ mm\\ m_3 = k×[m_3]=1.010407×0.785=0.79, \ \ d_3 = m_3d_2=0.79×32.55 \approx 25.82 \ mm\\ m_4 = k×[m_4]=1.010407×0.805=0.81, \ \ d_4 = m_4d_3=0.81×25.82 \approx 21.0 \ mm m1=k×[m1]=1.010407×0.515=0.52, d1=m1D=0.52×82≈42.67 mmm2=k×[m2]=1.010407×0.755=0.76, d2=m2d1=0.76×42.67≈32.55 mmm3=k×[m3]=1.010407×0.785=0.79, d3=m3d2=0.79×32.55≈25.82 mmm4=k×[m4]=1.010407×0.805=0.81, d4=m4d3=0.81×25.82≈21.0 mm
(8)确定各次拉深凸模、凹模圆角半径
(8.1)先计算凹模圆角半径 r d r_d rd:
凹模的圆角半径是通过一个根据经验得出的公式直接算出的,这个公式为:
r d i = 0.8 ∗ ( d i − 1 − d i ) t r_{d_i}=0.8*\sqrt{(d_{i-1}-d_i)t} rdi=0.8∗(di−1−di)t
式中, r d i 是第 i 次拉深凹模圆角半径( m m ); d i 是第 i 次拉深的筒部直径( m m ); d i − 1 是第 i − 1 次拉深的筒部直径( m m ); t 是材料厚度( m m ) r_{d_i}是第i次拉深凹模圆角半径(mm);d_i是第i次拉深的筒部直径(mm);d_{i-1}是第i-1次拉深的筒部直径(mm);t是材料厚度(mm) rdi是第i次拉深凹模圆角半径(mm);di是第i次拉深的筒部直径(mm);di−1是第i−1次拉深的筒部直径(mm);t是材料厚度(mm)。
下面对这个公式进行进一步的说明:
如上图所示,这是一个圆筒形件拉深模在拉深过程的某一时刻的图示。可以发现,拉深时,材料在经过凹模圆角时不仅因为发生弯曲变形需要克服弯曲阻力,还要克服因相对流动引起的摩擦阻力,所以 r d r_d rd 的大小对拉深过程的影响非常大。
r d r_d rd太小,材料流过时,弯曲阻力和摩擦阻力过大,拉深力增加,磨损加剧,拉深件易被刮伤、过度变薄甚至破裂,模具寿命降低;
r d r_d rd太大,拉深初期不受压边作用的区域较大,拉深后期毛坯外缘过早脱离压边圈的作用,容易起皱


所以 r d r_d rd的值既不能太大也不能太小。在生产上,一般应尽量避免采用过小的凹模圆角半径,在保证工件质量的前提下,尽量取大值,以满足模具寿命的要求。拉深凹模圆角半径 r d i r_{d_i} rdi可按下述经验公式计算,即:
r d i = 0.8 ∗ ( d i − 1 − d i ) t r_{d_i}=0.8*\sqrt{(d_{i-1}-d_i)t} rdi=0.8∗(di−1−di)t
式中, r d i 是第 i 次拉深凹模圆角半径( m m ); d i 是第 i 次拉深的筒部直径( m m ); d i − 1 是第 i − 1 次拉深的筒部直径( m m ); t 是材料厚度( m m ) r_{d_i}是第i次拉深凹模圆角半径(mm);d_i是第i次拉深的筒部直径(mm);d_{i-1}是第i-1次拉深的筒部直径(mm);t是材料厚度(mm) rdi是第i次拉深凹模圆角半径(mm);di是第i次拉深的筒部直径(mm);di−1是第i−1次拉深的筒部直径(mm);t是材料厚度(mm)。
因此,根据之前(7)算出的数据,带入算出每一次拉深的凹模圆角半径:
d 1 = 42.67 m m , d 2 = 32.55 m m , d 3 = 25.82 m m , d 4 = 21.0 m m d_1 =42.67 \ mm,d_2 = 32.55 \ mm,d_3 = 25.82 \ mm,d_4 = 21.0 \ mm d1=42.67 mm,d2=32.55 mm,d3=25.82 mm,d4=21.0 mm
R d 1 = 0.8 ( d i − 1 − d i ) t = 0.8 ( D − d 1 ) t = 0.8 ( 82 − 42.67 ) t ≈ 5.0 m m R d 2 = 0.8 ( d 1 − d 2 ) t = 0.8 ( 42.67 − 32.55 ) t ≈ 2.5 m m R d 3 = 0.8 ( d 2 − d 3 ) t = 0.8 ( 32.55 − 25.82 ) t ≈ 2.1 m m R d 4 = 0.8 ( d 3 − d 4 ) t = 0.8 ( 25.82 − 21.0 ) t ≈ 1.8 m m R_{d_1} = 0.8\sqrt{(d_{i-1}-d_i)t} = 0.8\sqrt{(D-d_1)t}=0.8\sqrt{(82-42.67)t}\approx5.0\ mm \\ R_{d_2} = 0.8\sqrt{(d_1-d_2)t}=0.8\sqrt{(42.67-32.55)t}\approx2.5\ mm \\ R_{d_3} = 0.8\sqrt{(d_2-d_3)t} = 0.8\sqrt{(32.55-25.82)t}\approx2.1\ mm\\ R_{d_4} = 0.8\sqrt{(d_3-d_4)t}=0.8\sqrt{(25.82-21.0)t}\approx1.8\ mm Rd1=0.8(di−1−di)t=0.8(D−d1)t=0.8(82−42.67)t≈5.0 mmRd2=0.8(d1−d2)t=0.8(42.67−32.55)t≈2.5 mmRd3=0.8(d2−d3)t=0.8(32.55−25.82)t≈2.1 mmRd4=0.8(d3−d4)t=0.8(25.82−21.0)t≈1.8 mm
(8.2)计算凸模圆角半径 r p r_p rp:
凸模圆角半径对拉深过程的影响没有凹模圆角半径大,但其值也必须合适。
r p r_p rp过小,会使危险断面受拉力增大,工件易产生局部变薄甚至拉裂;
而 r p r_p rp过大,则使凸模与毛坯接触面小,易产生底部变薄和内皱。
一般来说,除末道拉深工序外,可取 r p i = r d i r_{p_i}=r_{d_i} rpi=rdi。
对于末道拉深工序,当工件的圆角半径 r ⩾ t r\geqslant t r⩾t,则取凸模圆角半径等于工件的圆角半径,即 r p n = r r_{p_n}=r rpn=r;
若工件的圆角半径 r < t r<t r<t,则取 r p n > r r_{p_n}>r rpn>r,拉深结束后在通过整形工序获得 r r r。
因此,我们取与凹模圆角半径相等:
R p 1 = R d 1 = 5.0 m m R p 2 = R d 2 = 2.5 m m R p 3 = R d 3 = 2.1 m m R p 4 = R d 4 = 1.8 m m R_{p_1}=R_{d_1}=5.0 \ mm\\ R_{p_2}=R_{d_2}=2.5 \ mm\\ R_{p_3}=R_{d_3}=2.1 \ mm\\ R_{p_4}=R_{d_4}=1.8 \ mm Rp1=Rd1=5.0 mmRp2=Rd2=2.5 mmRp3=Rd3=2.1 mmRp4=Rd4=1.8 mm
(8.3)计算各次制件的底部圆角半径 r n r_n rn:
每次拉深后的之间的底部圆角内半径和凸模的圆角半径相同,因此,计算实际半径时应加上材料厚度的一半,即:
r 1 = r p 1 + t 2 = 5.0 + 0.5 = 5.5 m m r 2 = r p 2 + t 2 = 2.5 + 0.5 = 3 m m r 3 = r p 3 + t 2 = 2.1 + 0.5 = 2.6 m m r 4 = r p 4 + t 2 = 1.8 + 0.5 = 2.3 m m r_1 = r_{p_1} + \frac{t}{2}= 5.0+0.5=5.5\ mm\\ r_2 = r_{p_2} + \frac{t}{2}= 2.5+0.5=3\ mm\\ r_3 = r_{p_3} + \frac{t}{2}= 2.1+0.5=2.6\ mm\\ r_4 = r_{p_4} + \frac{t}{2}= 1.8+0.5=2.3\ mm r1=rp1+2t=5.0+0.5=5.5 mmr2=rp2+2t=2.5+0.5=3 mmr3=rp3+2t=2.1+0.5=2.6 mmr4=rp4+2t=1.8+0.5=2.3 mm
(9)计算各次拉深半成品高度:
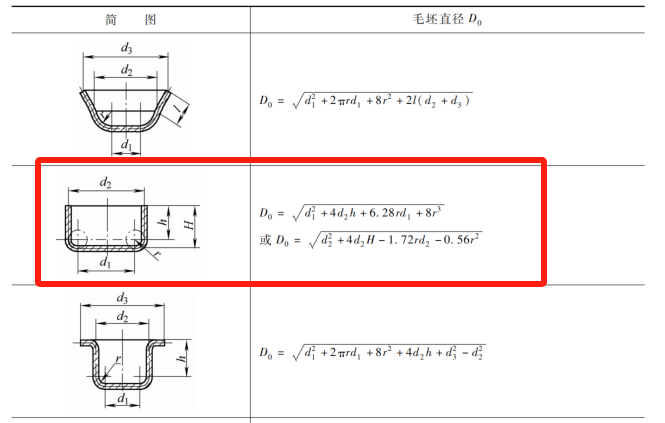
根据公式 D = d 2 2 + 4 d 2 H − 1.72 r d 2 − 0.56 r 2 D=\sqrt{d_2^2+4d_2H-1.72rd_2-0.56r^2} D=d22+4d2H−1.72rd2−0.56r2,反向推出H的计算公式:
D 2 = d 2 2 + 4 d 2 H − 1.72 r d 2 − 0.56 r 2 4 d 2 H = D 2 − d 2 2 + 1.72 r d 2 + 0.56 r 2 H = D 2 − d 2 2 + 1.72 r d 2 + 0.56 r 2 4 d 2 H = 0.25 × ( D 2 d 2 − d 2 ) + 0.43 r + 0.14 r 2 d 2 D^2 = d_2^2+4d_2H-1.72rd_2-0.56r^2 \\ 4d_2H = D^2-d_2^2+1.72rd_2+0.56r^2 \\ H=\frac{ D^2-d_2^2+1.72rd_2+0.56r^2 }{4d_2}\\ H=0.25×(\frac{D^2}{d_2}-d_2)+0.43r+0.14\frac{r^2}{d_2} D2=d22+4d2H−1.72rd2−0.56r24d2H=D2−d22+1.72rd2+0.56r2H=4d2D2−d22+1.72rd2+0.56r2H=0.25×(d2D2−d2)+0.43r+0.14d2r2
上图所示的 d 2 d_2 d2相当于之前在(7)算出的数据,即 d 1 = 42.67 m m , d 2 = 32.55 m m , d 3 = 25.82 m m , d 4 = 21.0 m m d_1 =42.67 \ mm,d_2 = 32.55 \ mm,d_3 = 25.82 \ mm,d_4 = 21.0 \ mm d1=42.67 mm,d2=32.55 mm,d3=25.82 mm,d4=21.0 mm
根据每次的 r r r不同,可以算出对应的制件高度H:
又由(8)得到 r 1 = 5.5 m m , r 2 = 3 m m , r 3 = 2.6 m m , r 4 = 2.3 m m r_1 =5.5\ mm,r_2 = 3\ mm,r_3 = 2.6\ mm,r_4 = 2.3\ mm r1=5.5 mm,r2=3 mm,r3=2.6 mm,r4=2.3 mm
H 1 = 0.25 × ( D 2 d 1 − d 1 ) + 0.43 r 1 + 0.14 r 1 2 d 1 = 0.25 ∗ ( 82 2 42.67 − 42.67 ) + 0.43 ∗ 5.5 + 0.14 ∗ 5.5 2 42.67 ≈ 31 m m H 2 = 0.25 × ( D 2 d 2 − d 2 ) + 0.43 r 2 + 0.14 r 2 2 d 2 = 0.25 ∗ ( 82 2 32.55 − 32.55 ) + 0.43 ∗ 3 + 0.14 ∗ 3 2 32.55 ≈ 45 m m H 1 = 0.25 × ( D 2 d 3 − d 3 ) + 0.43 r 3 + 0.14 r 3 2 d 3 = 0.25 ∗ ( 82 2 25.82 − 25.82 ) + 0.43 ∗ 2.6 + 0.14 ∗ 2.6 2 25.82 ≈ 60 m m H 1 = 0.25 × ( D 2 d 4 − d 4 ) + 0.43 r 4 + 0.14 r 4 2 d 4 = 0.25 ∗ ( 82 2 21.0 − 21.0 ) + 0.43 ∗ 2.3 + 0.14 ∗ 2.3 2 21.0 ≈ 76 m m H_1 = 0.25×(\frac{D^2}{d_1}-d_1)+0.43r_1+0.14\frac{r_1^2}{d_1}=0.25*(\frac{82^2}{42.67}-42.67)+0.43*5.5+0.14*\frac{5.5^2}{42.67}\approx31 \ mm \\ H_2 = 0.25×(\frac{D^2}{d_2}-d_2)+0.43r_2+0.14\frac{r_2^2}{d_2}=0.25*(\frac{82^2}{32.55}-32.55)+0.43*3+0.14*\frac{3^2}{32.55}\approx 45\ mm \\ H_1 = 0.25×(\frac{D^2}{d_3}-d_3)+0.43r_3+0.14\frac{r_3^2}{d_3}=0.25*(\frac{82^2}{25.82}-25.82)+0.43*2.6+0.14*\frac{2.6^2}{25.82}\approx60 \ mm \\ H_1 = 0.25×(\frac{D^2}{d_4}-d_4)+0.43r_4+0.14\frac{r_4^2}{d_4}=0.25*(\frac{82^2}{21.0}-21.0)+0.43*2.3+0.14*\frac{2.3^2}{21.0}\approx76 \ mm H1=0.25×(d1D2−d1)+0.43r1+0.14d1r12=0.25∗(42.67822−42.67)+0.43∗5.5+0.14∗42.675.52≈31 mmH2=0.25×(d2D2−d2)+0.43r2+0.14d2r22=0.25∗(32.55822−32.55)+0.43∗3+0.14∗32.5532≈45 mmH1=0.25×(d3D2−d3)+0.43r3+0.14d3r32=0.25∗(25.82822−25.82)+0.43∗2.6+0.14∗25.822.62≈60 mmH1=0.25×(d4D2−d4)+0.43r4+0.14d4r42=0.25∗(21.0822−21.0)+0.43∗2.3+0.14∗21.02.32≈76 mm