橡胶厂生产线的“协议翻译官”:DeviceNet转Modbus RTU网关实战记
作为一名关注工业自动化技术落地的读者,我常常思考:当工厂里新旧设备并存,说着不同的“语言”时,如何让它们顺畅协作?最近深入了解的一个橡胶厂生产线改造案例,让我对JH-DVN-RTU疆鸿智能DeviceNet转Modbus RTU协议转换网关这个“幕后功臣”的价值有了真切体会。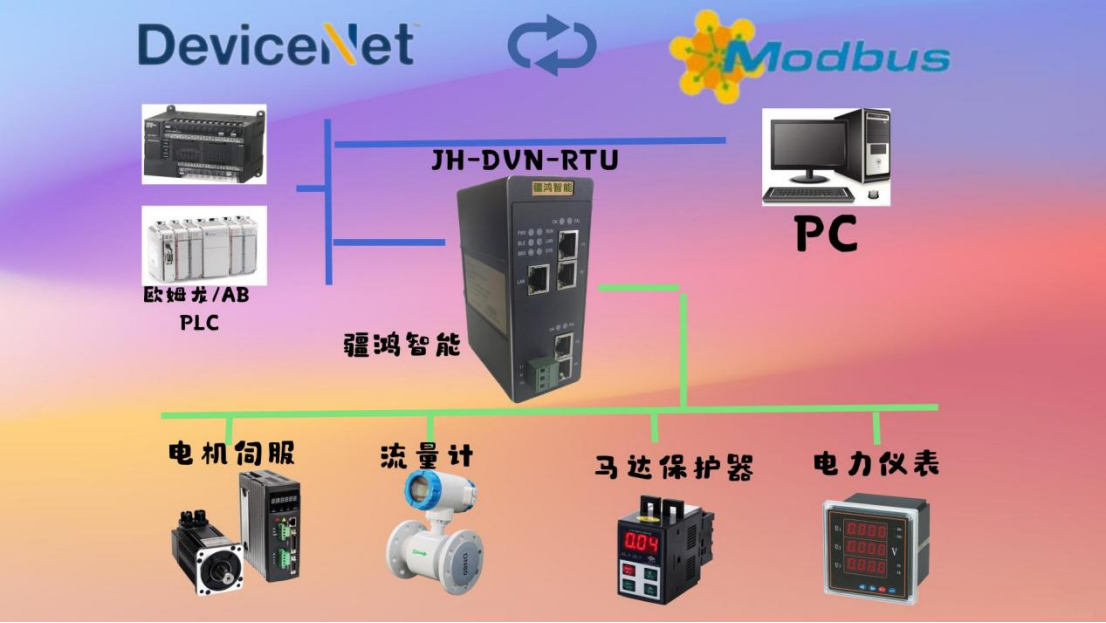
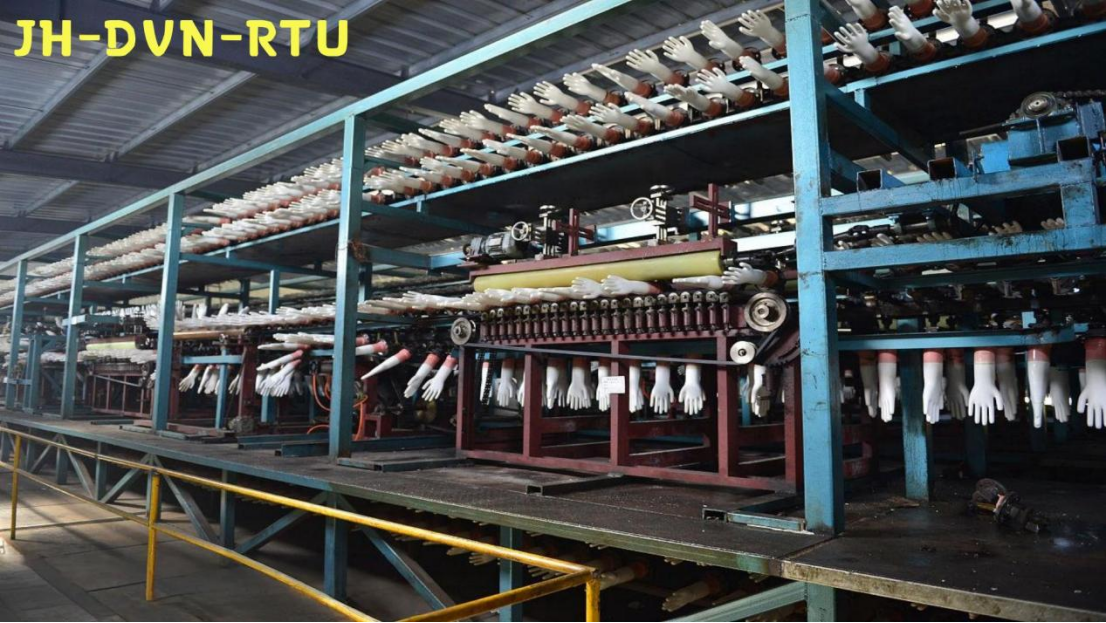
橡胶厂的生产线堪称“多代同堂”:核心密炼机、挤出机等大型设备采用先进的DeviceNet现场总线,实现高速、实时的控制;而遍布车间的老式温控仪表、压力传感器甚至部分阀门定位器,却往往仅支持经典的Modbus RTU串行通信。这种割裂直接导致:
数据孤岛: PLC(主控DeviceNet)无法直接获取关键工艺参数(如硫化温度、压力)。
维护低效:工程师需要携带不同工具分别调试设备。
系统脆弱: 无法实现集中监控与联动控制,影响产品质量稳定性。
此时,部署在控制柜内的DeviceNet转Modbus RTU网关,就成了破局的关键“翻译官”。它一端接入DeviceNet主干网(作为从站),另一端通过RS-485串口连接Modbus RTU设备群(作为主站),在两种截然不同的协议间架起桥梁:
协议转换:核心是将DeviceNet的“显式报文”或“轮询I/O”数据与Modbus RTU的“功能码”(如03读保持寄存器、06写单个寄存器)进行实时双向映射。
数据整合:PLC只需像访问本地DeviceNet设备一样,向网关发送指令,即可透明读写远端Modbus仪表的数据,反之亦然。
简化拓扑: 避免了为少量Modbus设备单独布线或增设通信模块的繁琐和成本。
在橡胶厂的具体部署中,其价值清晰可见:
1. 密炼工段: PLC(DeviceNet主站)通过网关,实时读取多台老式密炼机温控仪(Modbus RTU)的温度值,动态调整冷却水阀,解决了因温度波动导致的胶料性能不均问题。
2. 硫化生产线: 网关将硫化机PLC(DeviceNet)的压力设定值下发至Modbus RTU压力控制器,同时将实时压力反馈回PLC,实现精准的压力闭环控制,显著降低次品率。
3. 能源监控:分布于各车间的Modbus RTU电表数据,被网关汇总后通过DeviceNet上传至中央监控系统,实现了全厂能耗的精细化管理。
4. 维护升级: 工程师在DeviceNet网络任意节点,即可配置、诊断所有Modbus设备,效率倍增;老旧设备得以继续发挥余热,无需强制淘汰。

总结:沟通创造价值,融合驱动升级
JH-DVN-RTU疆鸿智能DeviceNet转Modbus RTU协议转换网关在橡胶厂的应用,生动诠释了“兼容并蓄”的智慧:
核心价值在于“通”:它高效解决了异构工业网络间的通信壁垒,是连接“过去”与“现在”的实用桥梁。
保护投资利器:最大化利用现有Modbus RTU设备价值,避免大规模替换的巨额成本,实现渐进式、低成本升级。
提升整体效能: 通过数据融合与集中监控,显著提高了生产线自动化水平、过程控制精度和设备管理效率。该厂反馈,系统故障定位时间缩短70%,工艺参数稳定性提升15%。
部署灵活关键:其模块化、配置化特性(通常通过配置软件设定映射关系,无需编程)大大降低了实施难度和周期。
在制造业追求智能化转型的今天,类似橡胶厂这样的场景比比皆是。协议转换网关虽非炫目的新技术,却是务实落地的“粘合剂”和“赋能器”。它让我们明白:真正的智能化升级,往往不在于推翻重来,而在于如何让新旧设备在统一的“语境”下高效协作,释放出生产线的最大潜能——这正是工业4.0时代“兼容性创新”的魅力所在。