R语言缓释制剂QBD解决方案之五
本文是《Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms》缓释制剂中试规模的工艺研究的R语言解决方案。
中试规模的包衣工艺研究
为了减少从实验规模放大到商业规模的风险,进行中试规模稳健性研究以评估CPP。实验规模与中试规模的设备比较见表75。
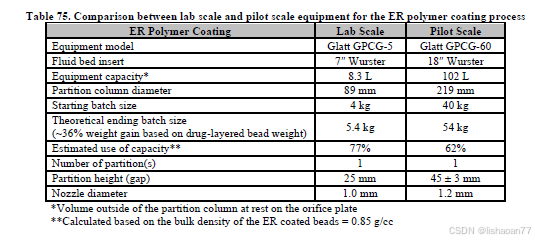
从实验规模到中试规模线性放大假定床的填充量相同,设备的分布板几何相似。另外气流量对板面积的比以及喷雾率对气流量比是固定的。供应商推荐的放大因子为6倍。
尽管实验室规模的雾化压力在(1.2-2.0 bar) 范围内不重要,中试规模进行了进上步的研究因为喷雾速率和喷头直径发生了变化。供应商推荐的雾化压力为2.0 – 3.0 bar。
尽管产品温度是CPP,但是它不受规模的影响。中试规模的设计和可接受标准见表76。了为减少实验次数,选择带1个中心点的23-1分式析因DOE。实验结果见表77。
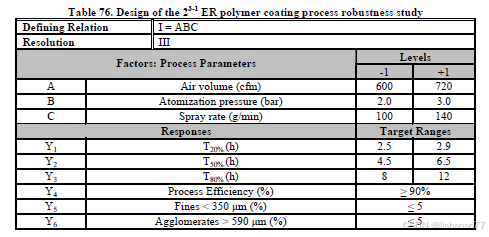
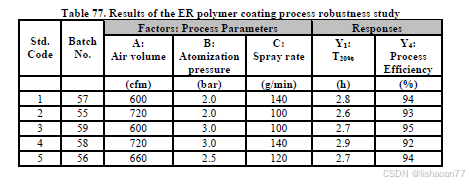
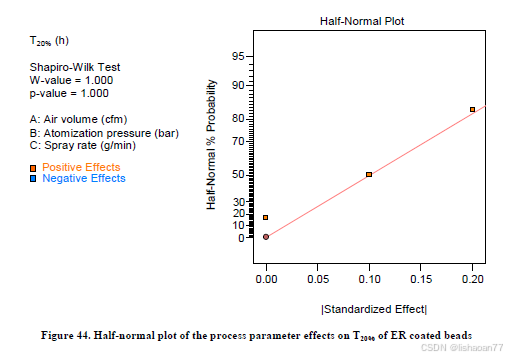
表77的结果显示不同工艺条件均满足要求。统计分析结果显示所有的因子对响应不显著。44是半正态图。
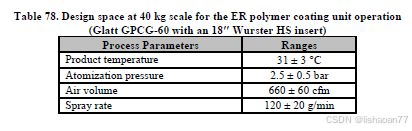
中试规模的设主空间见表78。
library(FrF2)
study6<-FrF2(nruns=4, nfactors=3, generator=c("AB"), ncenter=1, replications=1,randomize=FALSE)
y1=c(2.8,2.6,2.7,2.9,2.7)
y4=c(94,93,95,92,94)
study6 <-add.response(study6, y1, replace=FALSE)
study6 <-add.response(study6, y4, replace=FALSE)
print( study6, std.order=TRUE)
mod1<-lm(y1 ~ A+B+C, data=study6)
anova(mod1)
> mod1<-lm(y1 ~ A+B+C, data=study6)
> anova(mod1)
Analysis of Variance Table
Response: y1
Df Sum Sq Mean Sq F value Pr(>F)
A 1 0.000 0.000 0 1.0000
B 1 0.010 0.010 5 0.2677
C 1 0.040 0.040 20 0.1400
Residuals 1 0.002 0.002
mod2<-lm(y4 ~ A+B+C, data=study6)
anova(mod2)
> anova(mod2)
Analysis of Variance Table
Response: y4
Df Sum Sq Mean Sq F value Pr(>F)
A 1 4.0 4.0 20 0.1400
B 1 0.0 0.0 0 1.0000
C 1 1.0 1.0 5 0.2677
Residuals 1 0.2 0.2
预压、主压、压片速度的影响
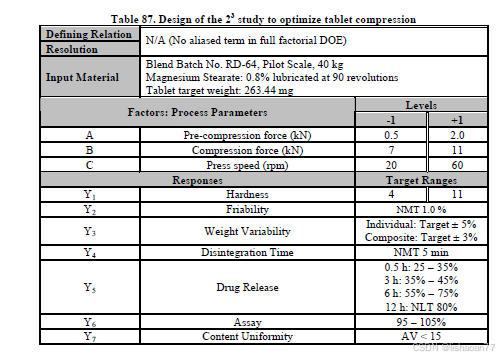
预压、主压、压片速度可以影响很多质量属性,包括片的硬 度,脆碎度,片重均一性,崩解,药物释放。因此进行了带1个中心点的23全因子DOE以理解这些参数对质量的影响。表87是实验设计和可接受标准。
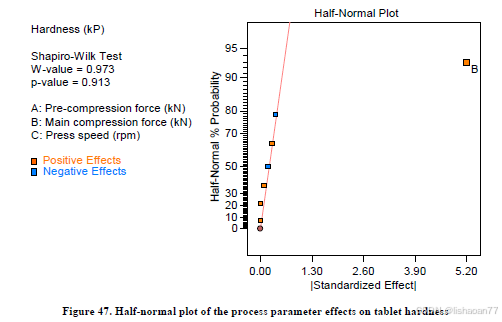
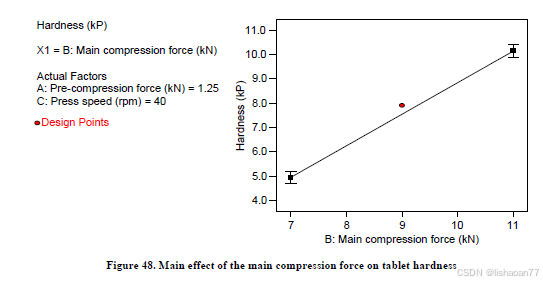
以压片机运行最少5分钟后取样。图47的半正态图显示只有主压力对片剂硬度有显著影响。图48的主效应图显示增加主压力会使片剂硬度增大。压片力的标准是7.0-11.0 kN ,片剂的硬度范围是4.7-10.6 kP 。
用SEM检查11kN力压片后的完整性。没有药丸破损。
预压,主压,压片速度不影响响应Y2-Y7 (α = 0.05)。预压力为0.5-2.0 kN。片重范围为263.44 mg (± 5 %)。压片速率为20-60 rpm。