拉削丝锥,螺纹类加工的选择之一
在我们的日常生活中,螺纹连接无处不在,从简单的螺丝钉到复杂的机械设备,都离不开螺纹的精密加工。今天,给大家介绍一种的螺纹刀具——拉削丝锥: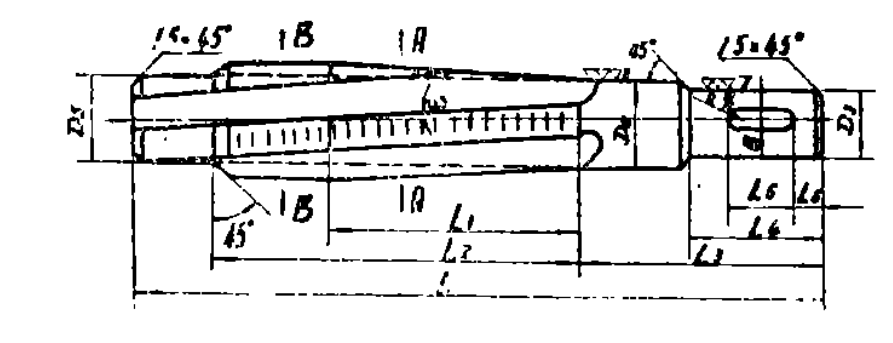
一、拉削丝锥的工作原理
拉削丝锥,听起来有点陌生吧?其实,它的工作原理并不复杂。简单来说,拉削丝锥就是通过轴向拉力进行切削的刀具,和我们平时见到的车制螺纹方式完全不同。想象一下,你有一把特殊的螺丝刀,不是像平时那样旋转着拧进去,而是像拉锯一样,一拉一扯,就把螺纹给“拉”出来了。
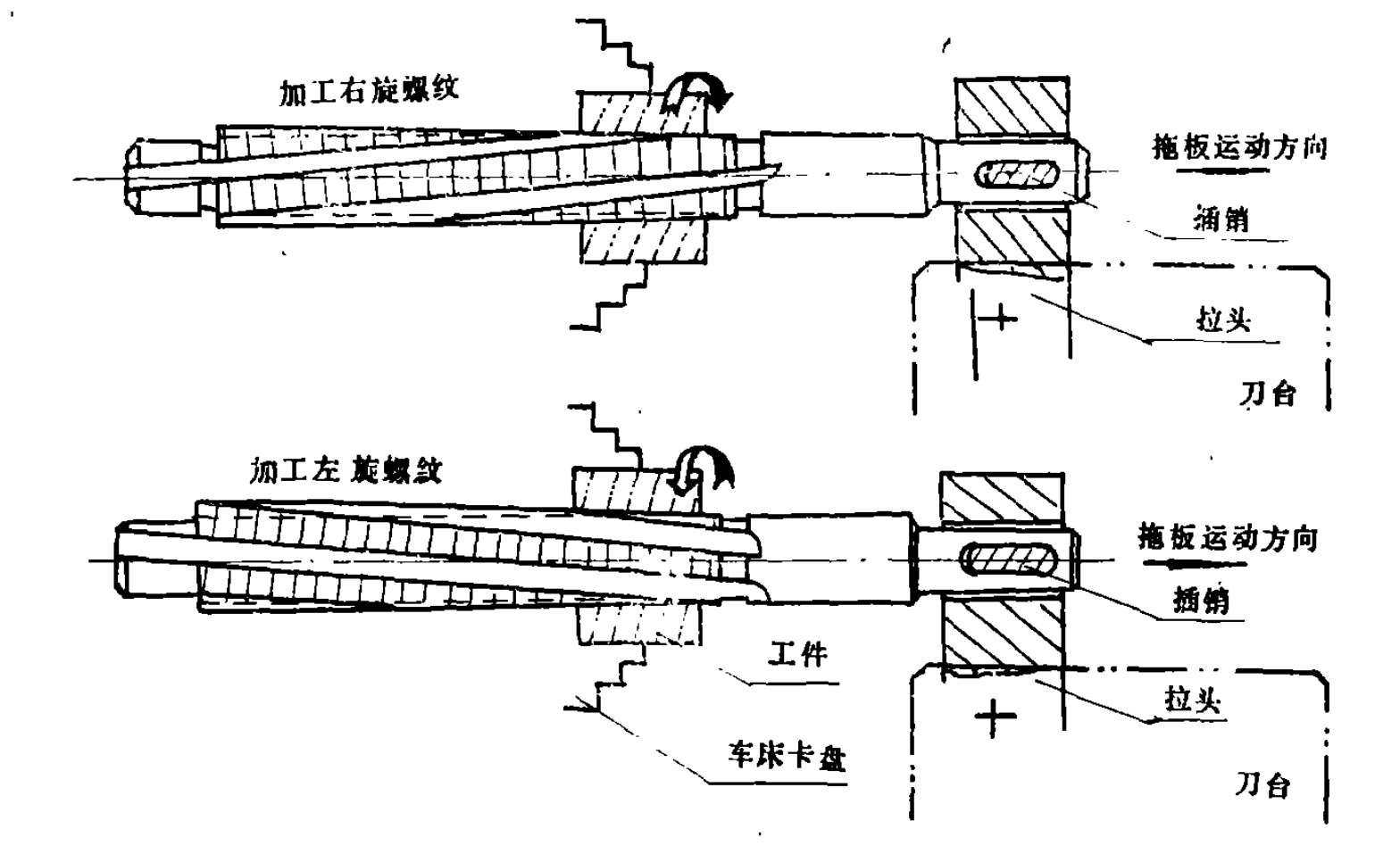
那么,拉削丝锥是怎么工作的呢?它通常在普通车床上使用。工人们会把需要加工的工件套在丝锥的前引导部上,然后一起放入三爪卡盘或专用夹具内夹紧。丝锥的柄部则插入固定在方刀架的刀杆孔内,并用插销连接好。接下来,机床走刀箱会根据被加工零件的螺距进行调整,开动后带动工件旋转,而丝杆则会带动溜板箱与丝锥一起向后移动。就这样,一次行程下来,螺纹就被加工到成品尺寸了。
当然,拉削丝锥的切削速度和每齿切削厚度也不是随便定的。它们会根据加工中螺纹的尺寸精度、光洁度要求以及丝锥和被加工零件的材料性质、热处理状况等条件来决定。比如,加工碳钢件时,切削速度通常在13米/分,每齿切削厚度在0.0150.04毫米之间;而加工轻金属时,切削速度可以提高到26米/分,每齿切削厚度也可以在0.020.06毫米之间。
二、拉削丝锥的使用
拉削丝锥的适用范围也非常广泛。它可以用于加工各种结构钢、耐热钢、不锈钢、铜、铝以及其他有色金属等材料的公制、英制、方牙、梯形、单头或多头以及特殊截形的通孔内螺纹。尤其是加工方牙、梯形、多头等重负荷的螺纹时,效果更是特别显著。
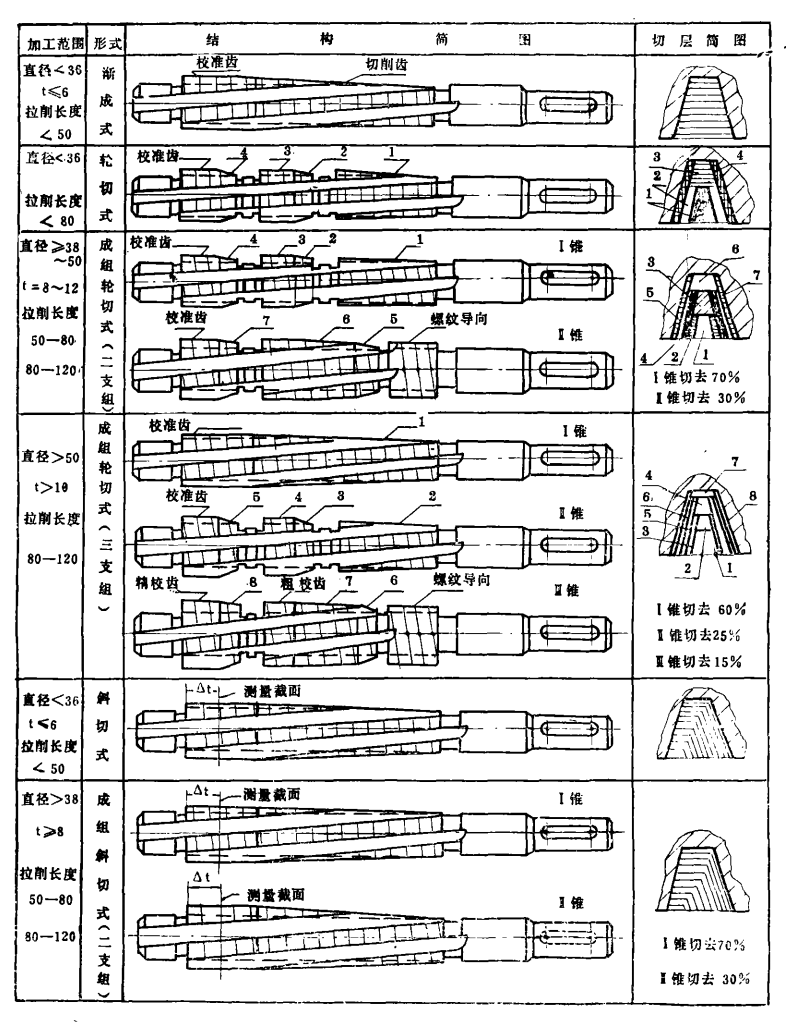
一些小孔径的情况非常适合使用这种加工方式。而且往往是使用多组刀具配合使用的,当让使用这种方式基本就不要再追求高效了。