RS485转PROFIBUS DP网关写入命令让JRT激光测距传感器开启慢速模式连续测量
RS485转PROFIBUS DP网关写入命令让JRT激光测距传感器开启慢速模式连续测量
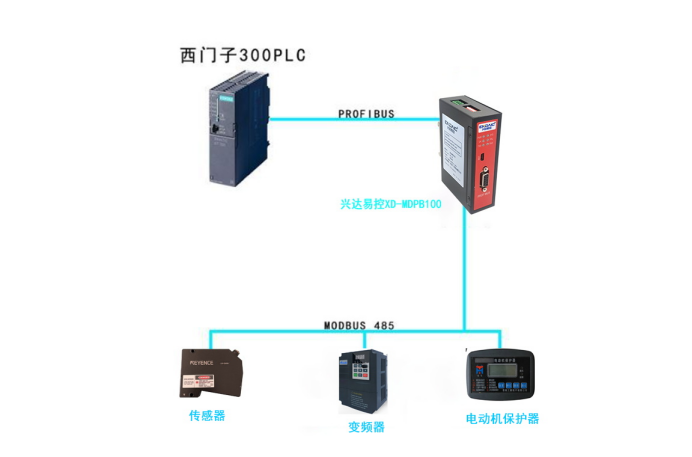
在工业自动化场景中,设备间的高效通信与协同运作是实现复杂任务的关键。本文将以西门子300PLC通过RS485转PROFIBUS DP网关让JRT激光测距传感器开启一次自动模式测量为例,深入剖析这一过程的实现原理、配置步骤及实际应用价值,为工业自动化工程师、传感器技术员和通讯工程师提供实践参考。

RS485转PROFIBUS DP协议差异显著,直接通信不可行。RS485是一种串行通信协议,适用于短距离、多节点的数据传输;而PROFIBUS DP则专为工业现场的高速数据交换设计,具有更高的实时性和可靠性。网关在此充当“翻译”,将RS485信号转换为PROFIBUS DP信号,反之亦然。
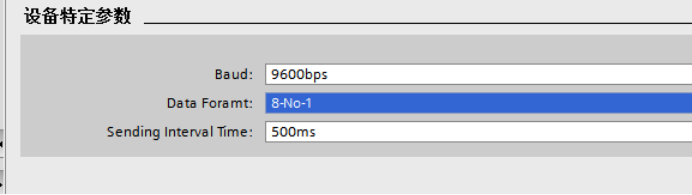
参数设置:在西门子300PLC中,需配置PROFIBUS DP主站参数,包括波特率,数据位,停止位,校验位等,确保与RS485转PROFIBUS DP网关匹配。
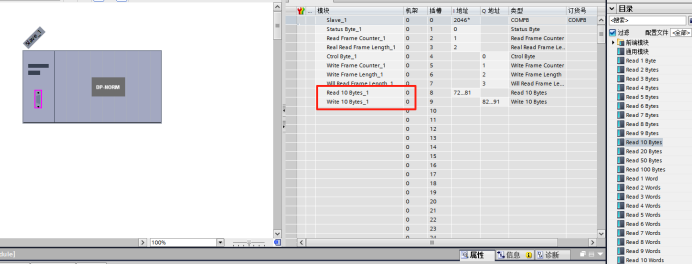
根据传感器数据长度添加10字节输入,10字节输出到插槽
查看传感器手册开启慢速模式连续测量命令格式
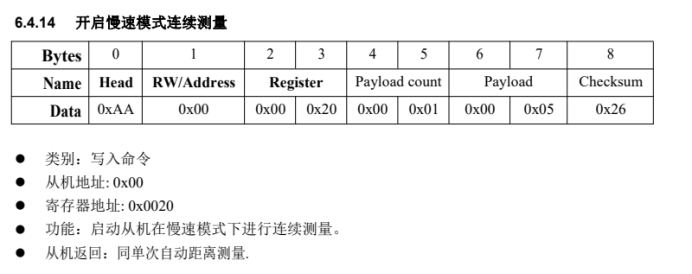
在plc分配的QB82地址写入AA 00 00 20 00 01 00 05 26

查看IB72-IB86传感器返回数据

通过本案例的实践,我们深刻体会到了设备间通信与协同的重要性。西门子300PLC通过RS485转PROFIBUS DP网关成功实现了对JRT激光测距传感器的自动模式测量,不仅提升了系统的自动化水平,还提高了作业效率和准确性。未来,随着工业自动化技术的不断发展,我们期待更多创新设备和技术的出现,为工业自动化领域带来更多可能性。同时,我们也将继续探索更多设备间的互联互通方案,为工业自动化的发展贡献自己的力量。